

广州西门子PLC编程,广州PLC编程,广州西门子PLC,两轴机械手编程
广州西门子PLC编程,广州PLC编程,广州西门子PLC
两轴机械手编程,三轴机械手编程,多轴机械手编程,广州西门子PLC
西门子PLCS7-200SMART3路100K脉冲输出
合信伺服电机合信伺服驱动器
威纶触摸屏
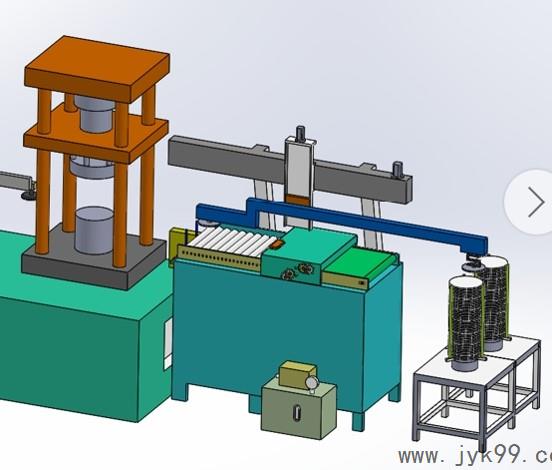
上油机控制流程
•控制要求:1打开(电源开关)上电伺服使,按一下(启动)绿色带灯按钮,上下Z轴先回到原点,前后X轴回原点,顶升电机2M下降到下限,1号/2号料仓转换汽缸在后限位,双面检测汽缸后限;
•2回原点后,分自动控制和手动。手动控制,X、Z轴可点动运行,到了要求的位置点击可保存当前坐标位置;顶升电机可点动上升、下降,各汽缸可手动动作。
自动控制,回原点后,再按一下(启动)按钮,输送上油电机1M、油泵3M启动,1号料仓在工作位检测有料,顶升电机2M上升直到圆片碰到(1号料仓允许取料光电,取料后顶升电机要上升,碰到允许取料光电停止);1号料仓检测无料,1号/2号料仓转换汽缸动作,把2号料仓转换到工作位,顶升电机2M上升直到圆片碰到(2号料仓允许取料光电,取料后顶升电机要上升,碰到允许取料光电停止),料仓取完料后顶升电机下降到下限,才能转换料仓;
X轴按照设定数值运行到取料点,(圆片过油检测光电)接通,Z轴下降设定值取料,真空阀打开,Z轴上升到设定位置,双张检测汽缸动作推出进行检测,一张检测通过(不通过检测,Z轴下降到取料位置,再上升,三次都不通过检测就停机报警),X轴到放料等待位置,油压机上高点接近有效,(成品检测光电检测无料)X轴运行到油压机放料位置,Z轴下降放料,真空阀关闭。Z轴上升,X轴退出到放料等待位置,启动油压机冲压。
完成一个循环。广州西门子PLC编程,广州PLC编程,广州西门子PLC,两轴机械手编程
自动操作画面
广州西门子PLC编程,广州PLC编程,广州西门子PLC
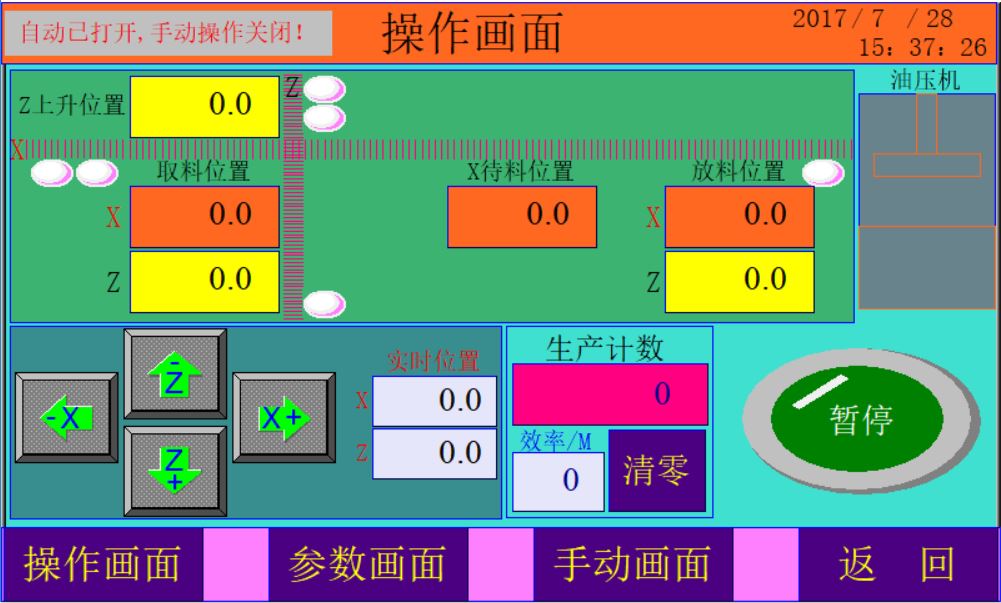
广州西门子PLC编程,广州PLC编程,广州西门子PLC
手动操作画面

参数设置画面
广州西门子PLC编程,广州PLC编程,广州西门子PLC

广州西门子PLC编程,广州PLC编程,广州西门子PLC
两轴机械手编程,三轴机械手编程,多轴伺服机械手编程,多轴机械手伺服通信控制
相关资讯
- 东莞自动化|自动化PLC编程|自动载带机编程|机械PLC编程
- 中山PLC编程程序控制|PID 自动/手动调节的无扰动切换
- 广州自动化|高压清洗机plc编程项目|plc编程开发|PLC编程服务
- 东莞西门子LOGO|西门子LOGO控制器|LOGO逻辑控制器|西门子LOGO 24RCO
- 深圳自动化公司|PLC自动化公司|深圳自动化PLC编程公司
- 现成PLC程序|免费收编程费|手动打钉机自动化控制
- 油压设备PLC编程,东莞自动化,深圳自动化,广州自动化
- 东莞自动化公司设计编程PLC控制裁线机方案
- 西门子LOGO!|西门子LOGO模块|不带显示的
- 广州PLC控制|温度测试机PLC控制|PLC控制





- 1
 广州三菱PLC扩展模块FX3G-2AD-BD提供广州三菱PLC|三菱PLC模块|PLC扩展模块|三菱PLC扩展模块|PLC模拟量模块|广州PLC模块|广州三菱PLC扩展模块FX3G-2AD-BD
广州三菱PLC扩展模块FX3G-2AD-BD提供广州三菱PLC|三菱PLC模块|PLC扩展模块|三菱PLC扩展模块|PLC模拟量模块|广州PLC模块|广州三菱PLC扩展模块FX3G-2AD-BD





同类文章排行
最新资讯文章
- 专业东莞PLC编程服务,东莞PLC编程,东莞西门子PLC编程
- 东莞油压机PLC编程,液压伺服PLC程序控制
- 东莞西门子变频器-东莞西门子V20变频器参数调试
- 西门子变频器|西门子变频器V20|通用西门子变频器应用案例
- 西门子LOGO!编程服务-让自动化更简单!
- 东莞西门子LOGO控制器销售 | LOGO!编程 | 工业自动化解决方案
- 东莞PLC程序维修 - 快速响应,精准修复
- 东莞PLC编程服务 | 专业鞋机自动化解决方案
- PLC编程服务,东莞PLC编程服务外包,PLC程序编程服务
- 西门子PLC ST20控制器
您的浏览历史


